YAMASA Derin Ezme metodu yüksek basınç veya yük altında dinamik zorlamaya maruz kalan parçaların yorulma dayanımını arttırır, gerilme ve aşınmadan dolayı meydana gelebilecek çatlakları kırılmaları önler veya azaltır.
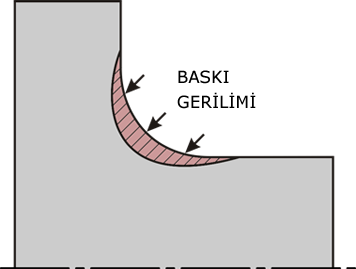
Yük taşıyan ya da yüke maruz kalan parçalar (makine elemanları, mil, aks vb.) üzerinde ani kesit değişiklikleri ve köşeli yapı sebebi ile cismin mukavemet gücü azalır. Bunun önüne geçmek için Radius gibi yuvarlak hatlar kullanılır. Kritik kesit büyük oranda çentik etkisi olan bu bölgelerde bulunur. Malzemeler genellikle bu bölgelerden çatlar veya kırılır. YAMASA Derin ezme metodunun amacı çentik etkisini azaltmak ve yorulma dayanımını arttırarak çatlama ve kırılmaların önüne geçmektir.
YAMASA Derin Ezme, metal bileşenlerin dayanımını arttıran en uygun ve en hızlı mekanik metal işleme metodudur. Bu metodun başarısı, üç ayrı fiziki etkinin aynı anda meydana gelmesi ile sağlanmaktadır.
- İşlem sonrası, malzeme yüzeyinde kalan baskı gerilimi ile. Bu gerilim hiçbir zaman azalmaz.
-
Malzeme mukavemetini arttırarak.
-
Yüzeyi pürüzsüz hale getirerek (taşlama vb. işlemlerin gideremediği mikro pürüzleri düzelterek.)
YAMASA Derin Ezme işleminde başarılı olmak için doğru işleme parametrelerinin kullanılması gerekir. Bu bağlamda devir, ilerleme ve ezme gücü ayarları çok önemlidir.
YAMASA Derin Ezme işleminde, derin ezme bilyesi, iş parçasının yüzeyine temas ettirilerek bastırılır. Bu işlem materyalin üst tabakasını plastikleştirir ve yüzeyin mikro yapısını değiştirir. Derin ezme bilyesinin yüzeye teması noktasında oluşan derin ezme kuvveti, materyalin kenar bölgesinde Hertzian temas kuvveti oluşturur. Eğer bu kuvvet materyalin çekme mukavemetinden yüksek ise, materyal yüzeyin yanından akmaya başlar. İşlemden sonra kalan baskı gerilimi, materyalin yorulma dayanımını arttırarak bu bölgede kalır.
Oda sıcaklığının altında veya yeniden kristalleşme derecesinin altında plastik deformasyon olursa, buna “soğuk çalışma” denir. Üretilen soğuk çalışmanın miktarı ezme gücüne, ilerleme hızına, derin ezme bilyesinin ve iş parçasının şekline ve materyalin özelliklerine bağlıdır. Ezme gücü ve ilerleme hızı değişken parametrelerdir. Örneğin, düşük ezme gücü, düşük miktarda soğuk çalışmaya neden olur.
Karakteristlik kazanımlar soğuk çalışmanın miktarına ve materyalin niteliklerine bağlı olarak elde edilir. YAMASA Derin Ezme işlemi sonrası oluşan baskı geriliminin derinliği değişkendir.
Örneğin; düşük ezme gücü veya küçük derin ezme bilyeleri kullanıldığında düşük değerler ortaya çıkar. Aynı şekilde, yüksek ezme gücü veya büyük derin ezme bilyeleri kullanıldığında dalma derinliği veya basınç gerilimi derinliği artar.
Ezme Gücü Kontrolü
Ezme gücü, soğuk çalışma miktarını ve derin ezme sonucun da iş parçası yüzeyinde oluşan basınç gerilimini önemli ölçüde etkiler. Bu nedenle uygun ezme kuvveti parametrelerini uygulayıp, kontrol etmek işlemin güvenilirliğini arttırır.