This method increases fatigue strength of parts which are exposed to dynamic stress under high pressure or load and prevents or decreases cracks and fractures which may be derived from stress and depreciation.
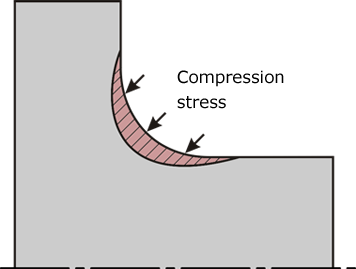
The object resistance decreases due to the instantaneous changes in cross-section and cornered structure on the parts carrying loads or being exposed to loads (machine elements, shaft, axles etc.). To prevent this, round lines such as Radius are used. To a great extent, critical cross-section is usually found in these areas where notch effect exists. Materials are usually cracked or broken from these areas. The aim of deep rolling method is to decrease notch effect and prevent cracks and fractures by increasing the fatigue strength.
Deep rolling is the most suitable and fastest method of mechanical metal processing. The success of this method is ensured as a result of three distinct physical effects occurring at the same time.
1. With compression stress remained on the surface after deep rolling. This stress never decreases following deep rolling.
2. By increasing the resistance of the material.
3. By polishing the surface (by smoothing micro burrs that operations such as grinding etc. could not eliminate)
To become successful in the operation of deep rolling, it is necessary to use right parameters of operation. In this sense, the settings of rotation, feeding and rolling force are important.
During the operation of deep rolling, deep rolling roller is pressed onto the workpiece which it has contacts with. This operation plasticizes upper layer and changes micro structure of the surface. Deep rolling force which occurs on its contact point with the surface generates Hertzian contact force in the fringe area of the material. If this force is greater than tensile strength of material, the material begins to exude from the sideward of the surface. Compression strength which remains after operation stays in this area by increasing the fatigue strength.
If plastic deformation takes place under the level of room temperature or recrystallization, this is named as “cold working.” The amount of produced cold-working depends on the rolling force, feeding speed, form of deep rolling roller and workpiece and properties of the material. Rolling force and feeding speed are the variable parameters. For instance, low rolling force causes low level cold-working.
Characteristic acquisitions are obtained depending on the amount of cold working and the properties of the material. Depth of compression stress which is constituted after deep rolling operation is subject to change.
For instance, when low rolling force or small deep rolling balls are used, low values come up. Similarly, when high rolling force or big deep rolling rollers are used, immersion depth and compression stress depth increase.
Rolling force
Rolling force deeply affects the amount of cold working and compression stress emerged on the surface of workpiece at the end of deep rolling. For this reason, implementing appropriate parameters of rolling force and controlling them increase the reliability of the operation.